Terephthalic acid
 | |
 | |
| Names | |
|---|---|
| Other names
Benzene-1,4-dicarboxylic acid para-Phthalic acid TPA PTA BDC | |
| Identifiers | |
| 100-21-0 | |
| ChEBI | CHEBI:15702 |
| ChemSpider | 7208 |
| Jmol interactive 3D | Image |
| RTECS number | WZ0875000 |
| |
| |
| Properties | |
| C8H6O4 | |
| Molar mass | 166.13 g/mol |
| Appearance | white crystals or powder |
| Density | 1.522 g/cm³ |
| Melting point | 300 °C (572 °F; 573 K) in a sealed tube; sublimes at 402 °C (756 °F; 675 K) |
| Boiling point | Decompose |
| 0.28 g/100 mL at 20°C | |
| Solubility | polar organic solvents aqueous base |
| Acidity (pKa) | 3.51, 4.82[1] |
| Structure | |
| zero | |
| Hazards | |
| Safety data sheet | See: data page MSDS sheet |
| EU classification (DSD) |
not listed |
| Related compounds | |
| Related carboxylic acids |
Phthalic acid Isophthalic acid Benzoic acid p-Toluic acid |
| Related compounds |
p-Xylene Polyethylene terephthalate Dimethyl terephthalate |
| Supplementary data page | |
| Refractive index (n), Dielectric constant (εr), etc. | |
| Thermodynamic data |
Phase behaviour solid–liquid–gas |
| UV, IR, NMR, MS | |
| | |
| Infobox references | |
Terephthalic acid is the organic compound with formula C6H4(CO2H)2. This white solid is a commodity chemical, used principally as a precursor to the polyester PET, used to make clothing and plastic bottles. Several million tonnes are produced annually.[2]
History
The importance of the terephthalic acid was realized after World War II. The first companies to commercialize the use of the fibers made from polyethylene terephthalate were Imperial Chemical Industries in the UK in 1949 and DuPont in the US in 1953. The fibers were made from dimethyl terephthalate by transesterification with ethylene glycol. Terephthalic acid was produced by oxidation of p-xylene with dilute nitric acid. This type of oxidation involved the use of air in the initial oxidation step to minimize the consumption of nitric acid and difficulty in purification. Growth in the textile industry led to increase in demand of TPA. In the 1960s, all the terephthalic acid produced was converted to its dimethyl ester, since TPA was infusible and difficult to purify. Presently TPA is manufactured by oxidation of p-xylene.
Solubility
Terephthalic acid is poorly soluble in water and alcohols, consequently up until around 1970 terephthalic acid was purified as its dimethyl ester. It sublimes when heated.
Solubility of Terephthalic Acid g/100g Solvent:
| Solvent | 25 °C | 120 °C | 160 °C | 200 °C | 240 °C |
|---|---|---|---|---|---|
| Methanol | 0.1 | - | 2.9 | 15 | - |
| Water | 0.0019 | 0.08 | 0.38 | 1.7 | 9.0 |
| Acetic Acid | 0.035 | 0.3 | 0.75 | 1.8 | 4.5 |
| Formic Acid | 0.5 | - | - | - | - |
| Sulphuric Acid | 2 | - | - | - | - |
| Dimethyl formamide | 6.7 | - | - | - | - |
| Dimethyl sulfoxide | 20 | - | - | - | - |
Vapour Pressure of Terephthalic Acid:
| Temp (°C) | Pressure (kPa) |
|---|---|
| 303 | 1.3 |
| 353 | 13.3 |
| 370 | 26.7 |
| 387 | 53.3 |
| 404 | 101.3 |
Specifications of Polymer grade Terephthalic acid:
| Property | Specification | Test Method |
|---|---|---|
| Acid Number | 675±2mgKOH/g | Titration |
| Ash | 15 ppm(max) | Pyrolysis |
| Total Significant metals (Mo,Cr,Ni,Co,Fe,Ti,Mg) | 10ppm | Atomic Absorption |
| 4-formyl benzoic acid | 25ppm(max) | Polarography |
| Moisture wt% | 0.5(max) | Karl Fischer |
| 5% dimethyl formamide solution color (ALPHA) | 10(max) | Colorimetry |
Production
Amoco Process
In the Amoco process, terephthalic acid is produced by oxidation of p-xylene by oxygen in air:
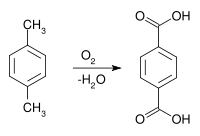
The process uses a cobalt-manganese-bromide catalyst. The bromide source can be NaBr, HBr or tetrabromoethane where bromine functions as a regenerative source of free radicals. In this process, acetic acid is the solvent and oxygen from compressed air is the oxidant. The combination of bromine and acetic acid is found to be highly corrosive and hence the equipment is lined with titanium. A feed mixture containing p-xylene, acetic acid, the catalyst system, and compressed air is fed to a reactor. The oxidation of methyl group takes place in two steps where p-xylene is converted to p-toluic acid (TA) and the undesirable product 4-carboxyaldehyde along with crude TA. It is further purified to obtain the TA with the removal of 4-carboxyaldehyde using crystallization, centrifugation and filtration. 98% of p-xylene is reacted to give more than 95% mole TPA and the solvent losses are comparatively low and hence Amoco Process is followed by the industries.
This reaction proceeds through a p-toluic acid intermediate which is then oxidized to terephthalic acid. In p-toluic acid, deactivation of the methyl by the electron withdrawing carboxylic acid group makes the methyl one tenth as reactive as xylene itself, making the second oxidation significantly more difficult. [3] The commercial process utilizes acetic acid as solvent and a catalyst composed of cobalt and manganese salts, with a bromide promoter. The yield is nearly quantitative. The most problematic impurity is 4-formylbenzoic acid (commonly known in the field as 4-carboxybenzaldehyde or 4-CBA), which is removed by hydrogenation of a hot aqueous solution. This solution is then cooled in a stepwise manner to crystallize highly pure terephthalic acid.
Despite optimized yields greater than 95% with excellent purity, the synthesis has proven to have shortcomings. Due to high reaction temperature, approximately 5% of the acetic acid solvent is lost by decomposition or ‘burning’. Solvent burning is a significant economic factor in the oxidation process. In addition, product loss by decarboxylation to benzoic acid is common. The high temperature diminishes oxygen solubility in an already oxygen starved system. Pure oxygen cannot be used in the traditional system due to hazards of flammable organic-O2 mixtures. Atmospheric air can be used in its place, but once reacted needs to be purified of toxins and ozone depleters such as methylbromide before being released. Additionally, the corrosive nature of bromides at high temperatures requires the reaction be run in expensive titanium reactors.[4] [5]
Cooxidation
The cooxidation technique uses an auxiliary substance which is simultaneously oxidized to H2O2 which increases the activity of the oxidation catalyst. Auxiliaries include: acetaldehyde (Toray process, Japan), paraldehyde (Eastmann, USA), and methyl ethyl ketone.
Multistage oxidation
This method is developed to reduce concentration of 4-formylbenzoic acid content in final product terephthalic acid to 200-300 ppm without separate purification step. The product is often called Medium-Purity TPA. In this method, heating gives increased TPA solubility. At high temperature, TPA crystals constantly dissolve and reform which increases release of 4-formylbenzoic acid in solution where oxidation can be completed.
Mitsubishi Process
p-Xylene in acetic acid is oxidized as in Amoco oxidation using a cobalt manganese bromine catalyst. A slurry is heated to 235-290 °C and oxidized further in another reactor.
Eastman Chemical
This method includes two stage oxidation processes both at 175-230 °C temperature instead of heating between stages. After multistage oxidation, solid-liquid separation and drying to obtain final product is carried out.
Henkel process (Raecke process)
Alternatively, but not commercially significant, is the so-called "Henkel process" or "Raecke process", named after the company and patent holder, respectively. This process involves the rearrangement of phthalic acid to terephthalic acid via the corresponding potassium salts.[6][7] Terephthalic acid can be prepared in the laboratory by oxidizing various para-disubstituted derivatives of benzene, including caraway oil or a mixture of cymene and cuminol with chromic acid.
The use of CO2 overcomes many of the problems with the original industrial process. Because CO2 is a better flame inhibitor than nitrogen gas, a CO2 environment allows for the use of pure oxygen directly, instead of air, with reduced flammability hazards. The solubility of molecular oxygen in solution is also enhanced in the CO2 environment. Because more oxygen is available to the system, supercritical carbon dioxide (Tc = 31 ⁰C) has more complete oxidation with fewer byproducts, lower CO production, less decarboxylation and higher purity than the commercial process. [4] [5]
When reaction run is in supercritical water can be effectively catalyzed by MnBr2 with pure O2 in a medium-high temperature. Use of supercritical water instead of acetic acid as a solvent diminishes environmental impact and offers a cost advantage. However, the scope of such reaction systems is limited by the even harsher conditions than the industrial process (T = 300−400 °C, P > 200 bar).[8]
Ketones have been found to act as promoters for formation of the active Co(III) catalyst. In particular, ketones with a-methylene groups oxidize to hydroperoxides that are known to oxidize Co(II). Viable ketones were butanone, triacetylmethane (TAM), 2,3-pentanedione (2,3-PD), and acetylacetone; all of which can stabilize radical formation through resonance.[4]
Reactions run at temperatures as low as 100 ⁰C are possible by using zirconium salts as a cocatalyst in place of bromide and manganese acetate. It is thought that the Zr(IV) acts to oxidize Co(II) to the active Co(III). This alone shortens the induction period, and has been shown to have a synergistic effect with ketones. However, a greater amount of cobalt acetate is required than the common industrial process and is ineffective over 160 ⁰C.3
The addition of a small portion of metalloporphyrin, in particular T(p-Cl)PPMnCl, has a cocatalytic effect with the traditional Co(OAc)2 catalyst. This requires less acetic acid and does not require bromides. The catalytic effect has been attributed to the ease of peroxide formation over the metalloporphyrin.[3][9]
The autoxidation of p-xylene is known to proceed through a free radical process. The Mn(III) and Co(III) metals alone are not strong enough oxidizers to start the radical chain reaction, but instead initiate it by forming bromine radicals from the ions in solution. These bromine radicals then decompose hydroperoxides that are ligated to the metals as well as abstract hydrogens from the methyl groups on p-xylene to form free radicals and propagate the reaction. The following are the proposed initiation, propagation and terminations steps for the first of four oxidations involved in the autoxidation:
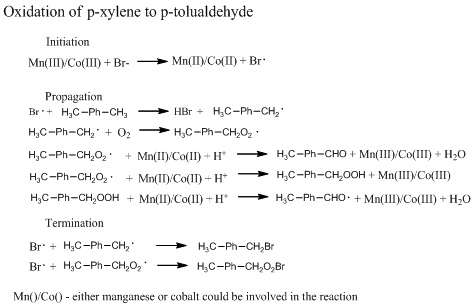
The radical chain reaction proceeds through a series of intermediates, starting with the oxidation of p-xylene to p-tolualdehyde (TALD), then p-toluic acid (PT), 4-carboxybenzaldehyde (4-CBA), and finally to the terephthalic acid (TA) product.
The kinetics of the oxidation are exceedingly complex, but a general understanding of the mechanism has been established.[10]
Alternative and past technologies
• Oxidation of p-xylene with acetic acid solvent and Cobalt catalyst with acetaldehyde activator at 120-140 C with residence time greater than or equal to 2 hours. Bromine is now being used in place of acetaldehyde. • Mobil Chemicals in US with above processes used Cobalt catalyst with acetic acid solvent and 2-butanone as activator. After reaction, crude TPA was leached by adding pure acetic acid and at high temperature to achieve partial solubility. Final purification was by sublimation and catalytic treatment of the vapor. • Henkel technology (not in practice) : Starting with phthalic anhydride, monopotassium and dipotassium phthalate salts were formed in sequence. Dipotassium salt was isomerized to dipotassiumterephthalate under carbon dioxide at 1000-5000kPa and 350-450 C. This salt was dissolved in water and recycled to the start of process, where TPA crystals formed during production of monopotassium salts. • Process by Lummus (not commercialized) using dinitrile route • Process by Eastman (not commercialized) using the formation of 1,4-diiodobenzene with carbonylation to aromatic acids. • Process by Mitsubishi Gas Chemicals (not commercialized): Here, complex between Toluene and Hydrogen fluoride-Boron trifluoride is formed and carbonylated with carbon monoxide to form p-tolualdehyde complex. After decomposition of complex p-tolualdehyde can be oxidized in water with a manganese-bromine catalyst system to terephthalic acid. • Oxidation using nitric acid but leads to difficulty in purification and NOx emissions.
Applications
- Polyester fibers based on PTA provide easy fabric care, both alone and in blends with natural and other synthetic fibers. Polyester films are used widely in audio and video recording tapes, data storage tapes, photographic films, labels and other sheet material requiring both dimensional stability and toughness.
- PTA derivative, polyethylene terephthalate, (PET) has become the primary container resin for applications such as carbonated beverage bottles, while other polyterephthalates provide dimensional stability, good heat resistance and durability for engineering applications.
- Terephthalic acid is used in paint as a carrier.
- Terephthalic acid is used as a raw material to make terephthalate plasticizers such as dioctyl terephthalate and dibutyl terephthalate.
- It is used in the pharmaceutical industry as a raw material for certain drugs.
- In addition to these end uses, Terephthalic acid based polyesters and polyamides are also used in hot melt adhesives.
- PTA is an important raw material for lower molecular weight saturated polyesters for powder and water-soluble coatings.
Virtually the entire world's supply of terephthalic acid and dimethyl terephthalate are consumed as precursors to polyethylene terephthalate (PET). World production in 1970 was around 1.75 million tonnes.[2] By 2006, global purified terephthalic acid (PTA) demand had exceeded 30 million tonnes.
There is a smaller, but nevertheless significant, demand for terephthalic acid in the production of polybutylene terephthalate and several other engineering polymers.[11]
In the research laboratory, terephthalic acid has been popularized as a component for the synthesis of metal-organic frameworks.
The analgesic drug oxycodone occasionally comes as a terephthalate salt; however, the more usual salt of oxycodone is the hydrochloride. Pharmacologically, one milligram of terephthalas oxycodonae is equivalent to 1.13 mg of hydrochloridum oxycodonae.
Terephthalic acid is used as a filler in some military smoke grenades, most notably the American M83 smoke grenade, producing a thick white smoke when burned.
Toxicity
Terephthalic acid and its dimethyl ester have very low toxicity, with LD50s on the order of grams/kg (oral, mouse).[2]
References
- ↑ Brown, H.C., et al., in Baude, E.A. and Nachod, F.C.,Determination of Organic Structures by Physical Methods, Academic Press, New York, 1955.
- 1 2 3 Richard J. Sheehan, "Terephthalic Acid, Dimethyl Terephthalate, and Isophthalic Acid" in Ullmann's Encyclopedia of Industrial Chemistry, Wiley-VCH, Weinheim, 2002. doi:10.1002/14356007.a26_193 Article Online Posting Date: June 15, 2000.
- 1 2 Y. Xiao, W. P. Luo, X. Y. Zhang, C. C. Guo, Q. Liu, G. F. Jiang and Q. H. Li (2010). "Aerobic Oxidation of p-Toluic Acid to Terephthalic Acid over T(p-Cl)PPMnCl/Co(OAc)2 Under Moderate Conditions". Catalysis Letters 134 (1,2): 155–161. doi:10.1007/s10562-009-0227-1.
- 1 2 3 Zuo, Xiaobin, Bala Subramaniam, and Daryle H. Busch (2008). "Liquid-Phase Oxidation of Toluene And-toluic Acid under Mild Conditions: Synergistic Effects of Cobalt, Zirconium, Ketones, and Carbon Dioxide". Industrial & Engineering Chemistry Research 47 (3): 546–552. doi:10.1021/ie070896h.
- ↑ Yoshiro Ogata, Masaru Tsuchida, Akihiko Muramoto (1957). "The Preparation of Terephthalic Acid from Phthalic or Benzoic Acid". Journal of the American Chemical Society 79 (22): 6005–6008. doi:10.1021/ja01579a043.
- ↑ Yoshiro Ogata, Masaru Hojo, Masanobu Morikawa (1960). "Further Studies on the Preparation of Terephthalic Acid from Phthalic or Benzoic Acid". Journal of Organic Chemistry 25 (12): 2082–2087. doi:10.1021/jo01082a003.
- ↑ Pérez, Eduardo, Joan Fraga-Dubreuil, Eduardo Garcia-Verdugo, Paul A. Hamley, W. Barry Thomas, Duncan Housley, Wait Partenheimer, and Martyn Poliakoff (2011). "Selective Aerobic Oxidation of Para-xylene in Sub- and Supercritical Water. Part 1. Comparison with Ortho-xylene and the Role of the Catalyst". Green Chemistry 13 (12): 2389–2396. doi:10.1039/C1GC15137A.
- ↑ Jiang, Quan, Yang Xiao, Ze Tan, Qing-Hong Li, and Can-Cheng Guo (2008). "Aerobic Oxidation of P-xylene over Metalloporphyrin and Cobalt Acetate: Their Synergy and Mechanism". Journal of Molecular Catalysis A: Chemical 285 (1,2): 162–168. doi:10.1016/j.molcata.2008.01.040.
- ↑ Wang, Qinbo, Youwei Cheng, Lijun Wang, and Xi Li (2007). "Semicontinuous Studies on the Reaction Mechanism and Kinetics for the Liquid-Phase Oxidation Of-Xylene to Terephthalic Acid". Industrial & Engineering Chemistry Research 46 (26): 8980–8992. doi:10.1021/ie0615584.
- ↑ Ashford's Dictionary of Industrial Chemicals, Third edition, 2011, page 8805
External links and further reading
- Basic Organic Chemistry: Part 5, Industrial Products, J.M. Tedder, A. Nechvatal, A.H. Tubb (editors), John Wiley & Sons, Chichester, UK (1975).
- International Chemical Safety Card 0330
See also
- Polycyclohexylenedimethylene terephthalate a thermoplastic polyester formed from terephthalic acid
|