Wacker process
The Wacker process or the Hoechst-Wacker process (named after the chemical companies of the same name) originally referred to the oxidation of ethylene to acetaldehyde by oxygen in water in the presence of tetrachloropalladate(II) as the catalyst.[1] The same basic reaction is used to produce aldehydes and ketones from a number of alkenes with the Monsanto process for producing acetic acid. This chemical reaction was the first organometallic and organopalladium reaction applied on an industrial scale. The Wacker process is similar to hydroformylation, which is also an industrial process and also leads to aldehyde compounds. The differences are that hydroformylation promotes chain extension, and uses a rhodium-based catalyst system. The Wacker process is an example of homogeneous catalysis. The palladium complex with ethylene is reminiscent of Zeise's salt, K[PtCl3(C2H4)] which is a heterogeneous catalyst.
History
The development of the chemical process now known as the Wacker process began in 1956 at Wacker Chemie.[2] At the time, many simple aliphatic compounds were produced from acetylene (as calcium carbide) but the construction of a new oil refinery in Cologne by Esso close to a Wacker site, combined with the realization that ethylene would be a cheaper raw-material prompted Wacker to investigate its potential uses. As part of the ensuing research effort, a reaction of ethylene and oxygen over palladium on carbon in a quest for ethylene oxide unexpectedly gave evidence for the formation of acetaldehyde (simply based on smell). More research into this ethylene to acetaldehyde conversion resulted in a 1957 patent describing a gas-phase reaction using a heterogeneous catalyst.[3] In the meanwhile Hoechst AG joined the race and after a patent filing forced Wacker into a partnership called Aldehyd GmbH. The heterogeneous process ultimately failed due to catalyst inactivation and was replaced by the water-based homogeneous system for which a pilot plant was operational in 1958. Problems with the aggressive catalyst solution were solved by adopting titanium (newly available for industrial use) as construction material for reactors and pumps. Production plants went into operation in 1960.
Reaction mechanism
The reaction mechanism for the industrial Wacker process (olefin oxidation via palladium(II) chloride) has received significant attention for several decades. Aspects of the mechanism are still debated. A modern formulation is described below:

The catalytic cycle can also be described as follows:
- [PdCl4]2 − + C2H4 + H2O → CH3CHO + Pd + 2 HCl + 2 Cl−
- Pd + 2 CuCl2 + 2 Cl − → [PdCl4]2− + 2 CuCl
- 2 CuCl + ½ O2 + 2 HCl → 2 CuCl2 + H2O
Note that all catalysts are regenerated and only the alkene and oxygen are consumed. Without copper(II) chloride as an oxidizing agent Pd(0) metal (resulting from reductive elimination of Pd(II) in the final step) would precipitate, stopping the reaction after one cycle. This stoichiometric reaction was discovered in 1894. Air, pure oxygen, or a number of other oxidizers can then oxidise the resultant CuCl back to CuCl2, allowing the cycle to continue.
The initial stoichiometric reaction was first reported by Phillips[4][5] and the Wacker reaction was first reported by Smidt et al.[6][7][8]
Historical mechanistic studies
Early mechanistic studies from the 1960s elucidated several key points:[9][10]
- No H/D exchange effects seen in this reaction. Experiments using C2D4 in water generate CD3CDO, and runs with C2H4 in D2O generate CH3CHO. Thus, keto-enol tautomerization is not a possible mechanistic step.
- Negligible kinetic isotope effect with fully deuterated reactants (k H/k D=1.07). Hence, it is inferred that hydride transfer is not a rate-determining step.
- Significant competitive isotope effect with C2H2D2, (k H/k D= ~1.9), suggests that the rate determining step should be prior to oxidized product formation.
- High concentrations of chloride and copper(II) chloride favor formation of a new product, chlorohydrin.
Based on these observations, it is generally accepted the rate-determining step occurs before a series of hydride rearrangements. Many experimental and theoretical investigations have sought to identify the rate determining step, but a unifying interpretation of these experiments has remained elusive.
Most mechanistic studies on the Wacker process have focused on identifying whether nucleophilic attack occurred via an external (anti-addition) pathway or via an internal (syn-addition) pathway. Using arguments supported by kinetics experiments, Henry inferred the mechanism for nucleophilic attack would be by an internal (syn-) pathway.[11] Later, stereochemical studies by Stille and coworkers[12][13][14] yielded chemical products that indicated the Wacker process proceeds via anti-addition; however, since these experiments were run under conditions significantly different from industrial Wacker process conditions, the conclusions were disputed. Contemporary stereochemical studies using normal industrial Wacker conditions (except with high chloride and high copper chloride concentrations) also yielded products that inferred nucleophilic attack was an anti-addition reaction.[15] The published results of these two independent stereochemical studies were accepted by the chemistry community as proof that the standard reaction process occurs via an anti-addition step, and many reference texts have not renewed their presentation of the Wacker process mechanism since this point.
Kinetic studies were conducted on isotopically substituted allyl alcohols at standard industrial conditions (with low-chloride concentrations) to probe the reaction mechanisms.[16][17] Those results showed nucleophilic attack is a slow process, while the proposed mechanisms explaining the earlier stereochemical studies assumed nucleophilic attack to be a fast process.
Subsequent stereochemical studies indicated that both pathways occur and are dependent on chloride concentrations.[18][19] However, these studies too are disputed since allyl-alcohols may be sensitive to isomerization reactions, and different stereoisomers may be formed from those reactions and not from the standard Wacker process.
In summary, experimental evidence seems to support that syn-addition occurs under low-chloride reaction concentrations (< 1 mol/L, industrial process conditions), while anti-addition occurs under high-chloride (> 3mol/L) reaction concentrations, probably due to chloride ions saturating the catalyst and inhibiting the inner-sphere mechanism. However, the exact pathway and the reason for this switching of pathways is still unknown.
Further complicating the Wacker process mechanism is questions about the role of copper chloride. Most theories assumed copper does not play a role in the olefin oxidation mechanisms. Yet, experiments by Stangl and Jira[20] found chlorohydrin formation was dependent on copper chloride concentrations. Work by Hosokawa and coworkers[21] yielded a crystallized product containing copper chloride, indicating it may have a non-innocent role in olefin oxidation. Finally, an ab initio study by Comas-Vives, et al. [22] involving no copper co-catalyst found anti-addition was the preferred pathway. This pathway was later confirmed by copper-free experiments by Anderson and Sigman.[23] Interestingly, a different kinetic rate law with no proton dependence was found under copper-free conditions, indicating the possibility that even small amounts of copper co-catalysts may have non-innocent roles on this chemistry. While these works complicate the picture of the Wacker process mechanism, one should probably infer that this and related chemistry can be sensitive to reaction conditions, and multiple different reaction pathways may be in play.
Another key step in the Wacker process is the migration of the hydrogen from oxygen to chloride and formation of the C-O double bond. This step is generally thought to proceed through a so-called β-hydride elimination with a cyclic four-membered transition state:

In silico studies[24][25] argue that the transition state for this reaction step is unfavorable and an alternative reductive elimination reaction mechanism is in play. The proposed reaction steps are likely assisted by water molecule in solution acting as a catalyst.
Industrial process
Two routes are commercialized for the production of acetaldehyde: one-stage process and two-stage.
One-stage process
Ethylene and oxygen are passed co-currently in a reaction tower at about 130 °C and 400 kPa.[26] The catalyst, an aqueous solution of PdCl2 and CuCl2. The acetaldehyde is purified by extractive distillation followed by fractional distillation. Extractive distillation with water removes the lights ends having lower boiling points than acetaldehyde (chloromethane, chloroethane, and carbon dioxide) at the top, while water and higher-boiling byproducts, such as acetic acid, crotonaldehyde or chlorinated acetaldehydes, are withdrawn together with acetaldehyde at the bottom.[26] Due to the corrosive nature of catalyst, the reactor is lined with acid-proof ceramic material and the tubing is made of titanium.
Two-stage process
In two-stage process, reaction and oxidation are carried out separately in tubular reactors. Unlike one-stage process, air can be used instead of oxygen. Ethylene is passed through the reactor along with catalyst at 105–110 °C and 900–1000 kPa.[26] Catalyst solution containing acetaldehyde is separated by flash distillation. The catalyst is oxidized in the oxidation reactor at 1000 kPa using air as oxidizing medium. Oxidized catalyst solution is separated and sent back to reactor. Oxygen from air is used up completely and the exhaust air is circulated as inert gas. Acetaldehyde – water vapor mixture is preconcentrated to 60–90% acetaldehyde by utilizing the heat of reaction and the discharged water is returned to the flash tower to maintain catalyst concentration. A two-stage distillation of the crude acetaldehyde follows. In the first stage, low-boiling substances, such as chloromethane, chloroethane and carbon dioxide, are separated. In the second stage, water and higher-boiling by-products, such as chlorinated acetaldehydes and acetic acid, are removed and acetaldehyde is obtained in pure form overhead.[26] Due to corrosive nature of the catalyst, the equipments in contact with it are lined with titanium.
In both one- and two-stage processes the acetaldehyde yield is about 95 %[26] and the production costs are virtually the same. The advantage of using dilute gases in the two-stage method is balanced by higher investment costs. Both methods yield chlorinated hydrocarbons, chlorinated acetaldehydes, and acetic acid as byproducts. Generally, the choice of method is governed by the raw material and energy situations as well as by the availability of oxygen at a reasonable price. In general, 100 parts of ethylene gives:
- 95 parts acetaldehyde
- 1.9 parts chlorinated aldehydes
- 1.1 parts unconverted ethylene
- 0.8 parts carbon dioxide
- 0.7 parts acetic acid
- 0.1 parts chloromethane
- 0.1 parts ethyl chloride
- 0.3 parts ethane, methane, crotonaldehyde
and other minor side products
-

A flow chart showing the process flow diagram for the two-stage Wacker Process for manufacture of acetaldehyde.
-

A flow chart showing the process flow diagram for the one-stage Wacker process for manufacture of acetaldehyde.
Wacker–Tsuji oxidation
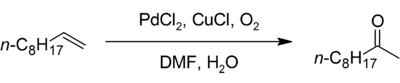
The so-called Wacker–Tsuji oxidation is the laboratory scale version of the above reaction, for example the conversion of 1-decene to 2-decanone with palladium(II) chloride and copper(I) chloride in a water / dimethylformamide solvent mixture in the presence of air:[27]
Some of the related chemistry on Wacker-like oxidations and aminations have been reviewed by Stahl and coworkers.[28]
References
- ↑ Translated in part from de:Wacker-Verfahren.
- ↑ Acetaldehyde from Ethylene — A Retrospective on the Discovery of the Wacker Process Reinhard Jira Angew. Chem. Int. Ed. 2009, 48, 9034–9037 doi:10.1002/anie.200903992
- ↑ J. Smidt, W. Hafner, J. Sedlmeier, R. Jira, R. Rottinger (Cons. f.elektrochem.Ind.), DE 1 049 845, 1959, Anm. 04.01.1957.
- ↑ F.C. Phillips, Am. Chem. J., 1894, 16, 255–277.
- ↑ F.C. Phillips, Z. Anorg. Chem., 1894, 6, 213–228.
- ↑ J. Smidt, W. Hafner, R. Jira, J. Sedlmeier, R. Sieber, R. Rüttinger, and H. Kojer, Angew. Chem., 1959, 71, 176–182. doi:10.1002/ange.19590710503
- ↑ W. Hafner, R. Jira, J. Sedlmeier, and J. Smidt, Chem. Ber., 1962, 95, 1575–1581.
- ↑ J. Smidt, W. Hafner, R. Jira, R. Sieber, J. Sedlmeier, and A. Sabel, Angew. Chem. Int. Ed. Engl., 1962, 1, 80–88.
- ↑ Henry, Patrick M. In Handbook of Organopalladium Chemistry for Organic Synthesis; Negishi, E., Ed.; Wiley & Sons: New York, 2002; p 2119. ISBN 0-471-31506-0
- ↑ J. A. Keith and P. M. Henry, Angew. Chem. Int. Ed. 2009, 48, 9038–9049. doi:10.1002/anie.200902194
- ↑ P.M. Henry, J. Am. Chem. Soc., 1964, 86, 3246–3250.
- ↑ James, D.E., Stille, J.K. J. Organomet. Chem., 1976, 108, 401. doi:10.1021/ja00423a028
- ↑ Stille, J.K., Divakarumi, R.J., J. Organomet. Chem., 1979, 169, 239;
- ↑ James, D.E., Hines, L.F., Stille, J.K. J. Am. Chem. Soc., 1976, 98, 1806 doi:10.1021/ja00423a027
- ↑ Bäckvall, J.E., Akermark, B., Ljunggren, S.O., J. Am. Chem. Soc., 1979, 101, 2411. doi:10.1021/ja00503a029
- ↑ Zaw, K., Lautens, M. and Henry P.M. Organometallics, 1985, 4, 1286–1296
- ↑ Wan W.K., Zaw K., and Henry P.M. Organometallics, 1988, 7, 1677–1683
- ↑ Francis, J.W., Henry, P.M. Organometallics, 1991, 10, 3498. doi:10.1021/om00056a019
- ↑ Francis, J.W., Henry, P.M. Organometallics, 1992, 11, 2832.doi:10.1021/om00044a024
- ↑ H. Stangl and R. Jira, Tetrahedron Lett., 1970, 11, 3589–3592
- ↑ T. Hosokawa, T. Nomura, S.-I. Murahashi, J. Organomet. Chem., 1998, 551, 387–389
- ↑ Comas-Vives, A., Stirling, A., Ujaque, G., Lledós, A., Chem. Eur. J., 2010, 16, 8738–8747.doi:10.1002/chem.200903522
- ↑ Anderson, B.J., Keith, J.A., and Sigman, M.S., J. Am. Chem. Soc., 2010, 132, 11872-11874
- ↑ J. A. Keith, J. Oxgaard, and W. A. Goddard, III J. Am. Chem. Soc., 2006, 128, 3132 – 3133; doi:10.1021/ja0533139
- ↑ H. E. Hosseini, S. A. Beyramabadi, A. Morsali, and M. R. Housaindokht, J. Mol. Struct. (THEOCHEM), 2010, 941, 138–143
- ↑ 26.0 26.1 26.2 26.3 26.4 Marc Eckert; Gerald Fleischmann; Reinhard Jira; Hermann M. Bolt; Klaus Golka (2005), "Acetaldehyde", Ullmann's Encyclopedia of Industrial Chemistry, Weinheim: Wiley-VCH, doi:10.1002/14356007.a01_031.pub2
- ↑ Jiro Tsuji, Hideo Nagashima, and Hisao Nemoto (1990). "General Synthetic Method for the preparation of Methyl Ketones from Terminal Olefins: 2-Decanone". Org. Synth.; Coll. Vol. 7, p. 137
- ↑ McDonald, R.I., Liu, G., Stahl, S.S. (2011). "Palladium(II)-Catalyzed Alkene Functionalization via Nucleopalladation: Stereochemical Pathways and Enantioselective Catalytic Applications". Chem. Rev. 111 (4): 2981–3019. doi:10.1021/cr100371y.