Phased array ultrasonics
Phased array ultrasonics (PA) is an advanced method of ultrasonic testing that has applications in medical imaging and industrial nondestructive testing. Common applications are to noninvasively examine the heart or to find flaws in manufactured materials such as welds. Single-element (non-phased array) probes, known technically as monolithic probes, emit a beam in a fixed direction. To test or interrogate a large volume of material, a conventional probe must be physically scanned (moved or turned) to sweep the beam through the area of interest. In contrast, the beam from a phased array probe can be moved electronically, without moving the probe, and can be swept through a wide volume of material at high speed. The beam is controllable because a phased array probe is made up of multiple small elements, each of which can be pulsed individually at a computer-calculated timing. The term phased refers to the timing, and the term array refers to the multiple elements. Phased array ultrasonic testing is based on principles of wave physics, which also have applications in fields such as optics and electromagnetic antennae.
Principle of operation
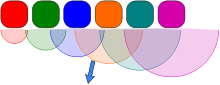
The PA probe consists of many small ultrasonic transducers, each of which can be pulsed independently. By varying the timing, for instance by pulsing the elements one by one in sequence along a row, a pattern of constructive interference is set up that results in a beam at a set angle. In other words, the beam can be steered electronically. The beam is swept like a search-light through the tissue or object being examined, and the data from multiple beams are put together to make a visual image showing a slice through the object.
Phased array used in the industry
Phased array is widely used in several industrial sectors, such as construction or power generation. This method is an advanced NDT method that is used to detect component failures i.e. cracks or flaws and thereby determine component quality. Due to the possibility to control parameters such as beam angle and focal distance, this method is very efficient regarding the defect detection and speed of testing.[1] Apart from detecting flaws in components, phased array can also be used for wall thickness measurements in conjunction with corrosion testing.[2][3] Phased array can be used for the following industrial purposes:
- Inspection of Welds
- Thickness measurements
- Corrosion inspection
- Flaw detection
Features of phased array

- The method most commonly used for medical ultrasonography.
- Multiple probe elements produce a steerable, tightly focused, high-resolution beam.
- Produces an image that shows a slice through the object.
- Compared to conventional, single-element ultrasonic testing systems, PA instruments and probes are more complex and expensive.
- In industry, PA technicians require more experience and training than conventional UT technicians.
Standards
- prEN 16018, Non destructive testing - Terminology - Terms used in ultrasonic testing with phased arrays
- ISO/WD 13588 - prEN 13588, Non-destructive testing of welds – Ultrasonic testing – Use of (semi-) automated phased array technology
References
Books
- ASME Boiler and Pressure Vessel Code. American Society Of Mechanical Engineers, 2004. Section V — Nondestructive Examination. [See Article 4 — Ultrasonic Examination Methods for Welds. Para E-474 UT-Phased Array Technique]
- ASME Code Case 2235-9, Use of Ultrasonic Examination in Lieu of Radiography — Section I and Section VIII, Divisions 1 and 2. American Society Of Mechanical Engineers, Approval Date: October 11, 2005. [See page 1, footnote 1 on phased array] (PDF here)
See also
- Phased array (general theory and electromagnetic telecommunications).
- Phased array optics
External links
- Industrial applications of portable phased array [technical paper]
- Construction Weld Testing Procedures Using Phased Array [technical paper; based on computer modelling]
- FOCUS - Fast Object-oriented C++ Ultrasound Simulator [MATLAB routines for creating and simulating phased arrays]
- Introduction to theory for medical phased array, Martin E. Anderson, Duke University
- Phased array animated simulator [registration required after 5 minutes' use]