Blast furnace


A blast furnace is a type of metallurgical furnace used for smelting to produce industrial metals, generally iron, but also others such as lead or copper.
In a blast furnace, fuel, ore, and flux (limestone) are continuously supplied through the top of the furnace, while air (sometimes with oxygen enrichment) is blown into the lower section of the furnace, so that the chemical reactions take place throughout the furnace as the material moves downward. The end products are usually molten metal and slag phases tapped from the bottom, and flue gases exiting from the top of the furnace. The downward flow of the ore and flux in contact with an upflow of hot, carbon monoxide-rich combustion gases is a countercurrent exchange process.
In contrast, air furnaces (such as reverberatory furnaces) are naturally aspirated, usually by the convection of hot gases in a chimney flue. According to this broad definition, bloomeries for iron, blowing houses for tin, and smelt mills for lead would be classified as blast furnaces. However, the term has usually been limited to those used for smelting iron ore to produce pig iron, an intermediate material used in the production of commercial iron and steel, and the shaft furnaces used in combination with sinter plants in base metals smelting.[1][2]
History
Blast furnaces existed in China from about 1st century AD[3] and in the West from the High Middle Ages. They spread from the region around Namur in Wallonia (Belgium) in the late 15th century, being introduced to England in 1491. The fuel used in these was invariably charcoal. The successful substitution of coke for charcoal is widely attributed to Abraham Darby in 1709. The efficiency of the process was further enhanced by the practice of preheating the combustion air (hot blast), patented by James Beaumont Neilson in 1828.
China

The oldest extant blast furnaces were built during the Han Dynasty of China in the 1st century BC. However, cast iron farm tools and weapons were widespread in China by the 5th century BC,[4] while 3rd century BC iron smelters employed an average workforce of over two hundred men.[4] These early furnaces had clay walls and used phosphorus-containing minerals as a flux.[5] The effectiveness of the Chinese blast furnace was enhanced during this period by the engineer Du Shi (c. 31 AD), who applied the power of waterwheels to piston-bellows in forging cast iron.[6]

While it was long thought that the Chinese had developed the blast furnace and cast iron as their first method of iron production, Donald Wagner (the author of the above referenced study) has published a more recent paper[7] that supersedes some of the statements in the earlier work; the newer paper still places the date of the first cast-iron artifacts at the 5th and 4th centuries BC, but also provides evidence of earlier bloomery furnace use, which migrated in from the West during the beginning of the Chinese Bronze Age of the late Longshan culture (2000 BC). He suggests that early blast furnace and cast iron production evolved from furnaces used to melt bronze. Certainly, though, iron was essential to military success by the time the State of Qin had unified China (221 BC). Usage of the blast and cupola furnace remained widespread during the Song and Tang Dynasties.[8] By the 11th century AD, the Song Dynasty Chinese iron industry made a remarkable switch of resources from charcoal to bituminous coal in casting iron and steel, sparing thousands of acres of woodland from felling. This may have happened as early as the 4th century AD.[9][10]
The Chinese blast furnace remained in use well until the 20th century. The backyard furnaces favoured by Mao Zedong during the Great Leap Forward were of this type. In the regions with strong traditions of metallurgy, the steel production actually increased during this period. In the regions where there was no tradition of steelmaking or where the ironmasters knowing the traditional skills or the scientific principles of the blast furnace process had been killed, the results were less than satisfactory.
Elsewhere in the ancient world
In most places in the world other than in China, there is no evidence of the use of the blast furnace (proper). Instead, iron was made by direct reduction in bloomeries. These are not correctly described as blast furnaces, though the term is occasionally misused in referring to them. An exception would the Haya people of northwestern Tanzania, who are renowned for creating steel using a blast furnace process and refining process very similar to open hearth process for possibly as long as 2000 years.
In Europe, the Greeks, Celts, Romans, and Carthaginians all used this process. Several examples have been found in France, and materials found in Tunisia suggest they were used there as well as in Antioch (south-central Turkey, between Syria and the Mediterranean Sea) during the Hellenistic Period. Though little is known of it during the Dark Ages, the process probably continued in use.[citation needed] Similarly, smelting in bloomery-type furnaces in West Africa and forging for tools appear in the Nok culture in Africa by 500 BC.[11] The earliest records of bloomery-type furnaces in East Africa are discoveries of smelted iron and carbon in Nubia and Axum that date back between 1,000–500 BCE.[12][13] Particularly in Meroë, there are known to have been ancient bloomeries that produced metal tools for the Nubians and Kushites and produced surplus for their economy.
Bloomeries have also been discovered and recorded to have been created in medieval West Africa with some of the metalworking Bantu civilizations such as the Bunyoro Empire and the Nyoro people.[14]
Medieval Europe
Catalan forges
The simplest forge, known as the Corsican, was used prior to the advent of Christianity. Improved bloomeries as the Stückofen(fr)[15] (sometimes called wolf-furnace[16]) or the Catalan forge, which remained until the beginning of 19th century. The Catalan forge was invented in Catalonia, Spain, during the 8th century. Instead of using natural draught, air was pumped in by a trompe, resulting in better quality iron and an increased capacity. This pumping of airstream in with bellows is known as cold blast, and it increases the fuel efficiency of the bloomery and improves yield. The Catalan forges can also be built bigger than natural draught bloomeries.
Modern experimental archaeology and history re-enactment have shown there is only a very short step from the Catalan forge to the true blast furnace, where the iron is gained as pig iron in liquid phase. Usually, obtaining the iron in liquid phase is actually undesired, and the temperature is intentionally kept below the melting point of iron, since while removing the solid bloom mechanically is tedious and means batch process instead of continuous process, it is almost pure iron and can be worked immediately. On the other hand, pig iron is the eutectic mixture of carbon and iron and needs to be decarburized to produce steel or wrought iron, which was extremely tedious in the Middle Ages.
Oldest European blast furnaces

The provenance of the technology is not certain. One possibility involves technology transfer from China. Al-Qazvini in the 13th century and other travellers subsequently noted an iron industry in the Alburz Mountains to the south of the Caspian Sea. This is close to the silk route, so that the use of technology derived from China is conceivable. Much later descriptions record blast furnaces about three metres high.[20] As the Varangian Rus' people from Scandinavia traded with the Caspian (using their Volga trade route, it is possible that the technology reached Sweden by this means.[21] However, since blast furnace has also been invented independently in Africa by the Haya people, it is more likely the process has been invented in Scandinavia independently. The step from bloomery to true blast furnace is not big.
This Caspian region may also separately be the technological source for at furnace at Ferriere, described by Filarete.[22] Water-powered bellows at Semogo in northern Italy in 1226 in a two-stage process. In this, the molten iron was tapped twice a day into water thereby granulating it.[23]
Cistercian contributions
One means by which certain technological advances were transmitted within Europe was a result of the General Chapter of the Cistercian monks. This may have included the blast furnace, as the Cistercians are known to have been skilled metallurgists.[24] According to Jean Gimpel, their high level of industrial technology facilitated the diffusion of new techniques: "Every monastery had a model factory, often as large as the church and only several feet away, and waterpower drove the machinery of the various industries located on its floor." Iron ore deposits were often donated to the monks along with forges to extract the iron, and within time surpluses were being offered for sale. The Cistercians became the leading iron producers in Champagne, France, from the mid-13th century to the 17th century,[25] also using the phosphate-rich slag from their furnaces as an agricultural fertilizer.[26]
Archaeologists are still discovering the extent of Cistercian technology.[27] At Laskill, an outstation of Rievaulx Abbey and the only medieval blast furnace so far identified in Britain, the slag produced was low in iron content.[28] Slag from other furnaces of the time contained a substantial concentration of iron, whereas Laskill is believed to have produced cast iron quite efficiently.[28][29][30] Its date is not yet clear, but it probably did not survive until Henry VIII's Dissolution of the Monasteries in the late 1530s, as an agreement (immediately after that) concerning the "smythes" with the Earl of Rutland in 1541 refers to blooms.[31] Nevertheless, the means by which the blast furnace spread in medieval Europe has not finally been determined.
Origin and spread of early modern blast furnaces

The direct ancestor of these used in France and England was in the Namur region in what is now Wallonia (Belgium). From there, they spread first to the Pays de Bray on the eastern boundary of Normandy and from there to the Weald of Sussex, where the first furnace (called Queenstock) in Buxted was built in about 1491, followed by one at Newbridge in Ashdown Forest in 1496. They remained few in number until about 1530 but many were built in the following decades in the Weald, where the iron industry perhaps reached its peak about 1590. Most of the pig iron from these furnaces was taken to finery forges for the production of bar iron.[32]
The first British furnaces outside the Weald appeared during the 1550s, and many were built in the remainder of that century and the following ones. The output of the industry probably peaked about 1620, and was followed by a slow decline until the early 18th century. This was apparently because it was more economic to import iron from Sweden and elsewhere than to make it in some more remote British locations. Charcoal that was economically available to the industry was probably being consumed as fast as the wood to make it grew.[33] The Backbarrow blast furnace built in Cumbria in 1711 has been described as the first efficient example.
The first blast furnace in Russia opened in 1637 near Tula and was called the Gorodishche Works. The blast furnace spread from here to the central Russia and then finally to the Urals.[34]
Coke blast furnaces


In 1709, at Coalbrookdale in Shropshire, England, Abraham Darby began to fuel a blast furnace with coke instead of charcoal. Coke's initial advantage was its lower cost, mainly because making coke required much less labor than cutting trees and making charcoal, but using coke also overcame localized shortages of wood, especially in Britain and on the Continent. Metallurgical grade coke will bear heavier weight than charcoal, allowing larger furnaces.[35][36] A disadvantage is that coke contains more impurities than charcoal, with sulfur being especially detrimental to the iron's quality.
Coke iron was initially only used for foundry work, making pots and other cast iron goods. Foundry work was a minor branch of the industry, but Darby's son built a new furnace at nearby Horsehay, and began to supply the owners of finery forges with coke pig iron for the production of bar iron. Coke pig iron was by this time cheaper to produce than charcoal pig iron. The use of a coal-derived fuel in the iron industry was a key factor in the British Industrial Revolution.[37][38][39] Darby's original blast furnace has been archaeologically excavated and can be seen in situ at Coalbrookdale, part of the Ironbridge Gorge Museums. Cast iron from the furnace was used to make girders for the world's first iron bridge in 1779. The Iron Bridge crosses the River Severn at Coalbrookdale and remains in use for pedestrians.
Hot blast
Hot blast was the single most important advance in fuel efficiency of the blast furnace and was one of the most important technologies developed during the Industrial Revolution.[40][41] Hot blast was patented by James Beaumont Neilson at Wilsontown Ironworks in Scotland in 1828. Within a few years of the introduction, hot blast was developed to the point where fuel consumption was cut by one-third using coke or two-thirds using coal, while furnace capacity was also significantly increased. Within a few decades, the practice was to have a "stove" as large as the furnace next to it into which the waste gas (containing CO) from the furnace was directed and burnt. The resultant heat was used to preheat the air blown into the furnace.[42]
Hot blast enabled the use of raw anthracite coal, which was difficult to light, to the blast furnace. Anthracite was first tried successfully by George Crane at Ynyscedwyn ironworks in south Wales in 1837.[43] It was taken up in America by the Lehigh Crane Iron Company at Catasauqua, Pennsylvania, in 1839.
Modern furnaces
Iron blast furnaces
The blast furnace remains an important part of modern iron production. Modern furnaces are highly efficient, including Cowper stoves to pre-heat the blast air and employ recovery systems to extract the heat from the hot gases exiting the furnace. Competition in industry drives higher production rates. The largest blast furnaces have a volume around 5580 m3 (190,000 cu ft)[44] and can produce around 80,000 tonnes (88,000 short tons) of iron per week.
This is a great increase from the typical 18th-century furnaces, which averaged about 360 tonnes (400 short tons) per year. Variations of the blast furnace, such as the Swedish electric blast furnace, have been developed in countries which have no native coal resources.
Lead blast furnaces
Blast furnaces are currently rarely used in copper smelting, but modern lead smelting blast furnaces are much shorter than iron blast furnaces and are rectangular in shape.[45] The overall shaft height is around 5 to 6 m.[46] Modern lead blast furnaces are constructed using water-cooled steel or copper jackets for the walls, and have no refractory linings in the side walls.[45] The base of the furnace is a hearth of refractory material (bricks or castable refractory).[45] Lead blast furances are often open-topped rather than having the charging bell used in iron blast furnaces.[47]
The blast furnace used at the Nyrstar Port Pirie lead smelter differs from most other lead blast furnaces in that it has a double row of tuyeres rather than the single row normally used.[46] The lower shaft of the furnace has a chair shape with the lower part of the shaft being narrower than the upper.[46] The lower row of tuyeres being located in the narrow part of the shaft.[46] This allows the upper part of the shaft to be wider than the standard.[46]
Zinc blast furnaces (Imperial Smelting Furnaces)
The blast furnaces used in the Imperial Smelting Process ("ISP") were developed from the standard lead blast furnace, but are fully sealed.[48] This is because the zinc produced by these furnaces is recovered as metal from the vapor phase, and the presence of oxygen in the off-gas would result in the formation of zinc oxide.[48]
Blast furnaces used in the ISP have a more intense operation than standard lead blast furnaces, with higher air blast rates per m2 of hearth area and a higher coke consumption.[48]
Zinc production with the ISP is more expensive than with electrolytic zinc plants, so several smelters operating this technology have closed in recent years.[49] However, ISP furnaces have the advantage of being able to treat zinc concentrates containing higher levels of lead than can electrolytic zinc plants.[48]
Modern process
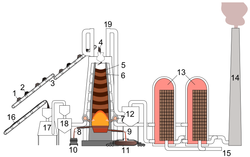
1. Iron ore + limestone sinter
2. Coke
3. Elevator
4. Feedstock inlet
5. Layer of coke
6. Layer of sinter pellets of ore and limestone
7. Hot blast (around 1200 °C)
8. Removal of slag
9. Tapping of molten pig iron
10. Slag pot
11. Torpedo car for pig iron
12. Dust cyclone for separation of solid particles
13. Cowper stoves for hot blast
14. Smoke outlet (can be redirected to carbon capture & storage (CCS) tank)
15: Feed air for Cowper stoves (air pre-heaters)
16. Powdered coal
17. Coke oven
18. Coke
19. Blast furnace gas downcomer

1. Hot blast from Cowper stoves
2. Melting zone (bosh)
3. Reduction zone of ferrous oxide (barrel)
4. Reduction zone of ferric oxide (stack)
5. Pre-heating zone (throat)
6. Feed of ore, limestone, and coke
7. Exhaust gases
8. Column of ore, coke and limestone
9. Removal of slag
10. Tapping of molten pig iron
11. Collection of waste gases
Modern furnaces are equipped with an array of supporting facilities to increase efficiency, such as ore storage yards where barges are unloaded. The raw materials are transferred to the stockhouse complex by ore bridges, or rail hoppers and ore transfer cars. Rail-mounted scale cars or computer controlled weight hoppers weigh out the various raw materials to yield the desired hot metal and slag chemistry. The raw materials are brought to the top of the blast furnace via a skip car powered by winches or conveyor belts.[50]
There are different ways in which the raw materials are charged into the blast furnace. Some blast furnaces use a "double bell" system where two "bells" are used to control the entry of raw material into the blast furnace. The purpose of the two bells is to minimize the loss of hot gases in the blast furnace. First, the raw materials are emptied into the upper or small bell which then opens to empty the charge into the large bell. The small bell then closes, to seal the blast furnace, while the large bell rotates to provide specific distribution of materials before dispensing the charge into the blast furnace.[51][52] A more recent design is to use a "bell-less" system. These systems use multiple hoppers to contain each raw material, which is then discharged into the blast furnace through valves.[51] These valves are more accurate at controlling how much of each constituent is added, as compared to the skip or conveyor system, thereby increasing the efficiency of the furnace. Some of these bell-less systems also implement a discharge chute in the throat of the furnace (as with the Paul Wurth top) in order to precisely control where the charge is placed.[53]
The iron making blast furnace itself is built in the form of a tall structure, lined with refractory brick, and profiled to allow for expansion of the charged materials as they heat during their descent, and subsequent reduction in size as melting starts to occur. Coke, limestone flux, and iron ore (iron oxide) are charged into the top of the furnace in a precise filling order which helps control gas flow and the chemical reactions inside the furnace. Four "uptakes" allow the hot, dirty gas high in carbon monoxide content to exit the furnace throat, while "bleeder valves" protect the top of the furnace from sudden gas pressure surges. The coarse particles in the exhaust gas settle in the "dust catcher" and are dumped into a railroad car or truck for disposal, while the gas itself flows through a venturi scrubber and/or electrostatic precipitators and a gas cooler to reduce the temperature of the cleaned gas.[50]
The "casthouse" at the bottom half of the furnace contains the bustle pipe, water cooled copper tuyeres and the equipment for casting the liquid iron and slag. Once a "taphole" is drilled through the refractory clay plug, liquid iron and slag flow down a trough through a "skimmer" opening, separating the iron and slag. Modern, larger blast furnaces may have as many as four tapholes and two casthouses.[50] Once the pig iron and slag has been tapped, the taphole is again plugged with refractory clay.

The tuyeres are used to implement a hot blast, which is used to increase the efficiency of the blast furnace. The hot blast is directed into the furnace through water-cooled copper nozzles called tuyeres near the base. The hot blast temperature can be from 900 °C to 1300 °C (1600 °F to 2300 °F) depending on the stove design and condition. The temperatures they deal with may be 2000 °C to 2300 °C (3600 °F to 4200 °F). Oil, tar, natural gas, powdered coal and oxygen can also be injected into the furnace at tuyere level to combine with the coke to release additional energy and increase the percentage of reducing gases present which is necessary to increase productivity.[50]
Process engineering and chemistry

Blast furnaces operate on the principle of chemical reduction whereby carbon monoxide, having a stronger affinity for the oxygen in iron ore than iron does, reduces the iron to its elemental form. Blast furnaces differ from bloomeries and reverberatory furnaces in that in a blast furnace, flue gas is in intimate contact with the ore and iron, allowing carbon monoxide to diffuse into the ore and reduce the iron oxide to elemental iron mixed with carbon. The blast furnaces operates as a countercurrent exchange process whereas a bloomery does not. Another difference is that bloomeries operate as a batch process while blast furnaces operate continuously for long periods because they are difficult to start up and shut down. (See: Continuous production) Also, the carbon in pig iron lowers the melting point below that of steel or pure iron; in contrast, iron does not melt in a bloomery.
Carbon monoxide also reduces silica which has to be removed from the pig iron. The silica is reacted with calcium oxide (burned limestone) and forms a slag which floats to the surface of the molten pig iron.
The intimate contact of flue gas with the iron causes contamination with sulfur if it is present in the fuel. Historically, to prevent contamination from sulfur, the best quality iron was produced with charcoal.
The downward moving column of ore, flux, coke or charcoal and reaction products must be porous enough for the flue gas to pass through. This requires the coke or charcoal to be in large enough particles to be permeable, meaning there cannot be an excess of fines. Therefore the coke must be strong enough so it will not be crushed by the weight the overhead material. Besides physical strength of the coke, it must also be low in sulfur, phosphorus and ash. This necessitates the use of metallurgical coal, which is a premium grade due to its relative scarcity.
The main chemical reaction producing the molten iron is:
- Fe2O3 + 3CO → 2Fe + 3CO2[54]
This reaction might be divided into multiple steps, with the first being that preheated blast air blown into the furnace reacts with the carbon in the form of coke to produce carbon monoxide and heat:
- 2 C(s) + O2(g) → 2 CO(g)[55]
The hot carbon monoxide is the reducing agent for the iron ore and reacts with the iron oxide to produce molten iron and carbon dioxide. Depending on the temperature in the different parts of the furnace (warmest at the bottom) the iron is reduced in several steps. At the top, where the temperature usually is in the range between 200 °C and 700 °C, the iron oxide is partially reduced to iron(II,III) oxide, Fe3O4.
- 3 Fe2O3(s) + CO(g) → 2 Fe3O4(s) + CO2(g)[55]
At temperatures around 850 °C, further down in the furnace, the iron(II,III) is reduced further to iron(II) oxide:
- Fe3O4(s) + CO(g) → 3 FeO(s) + CO2(g)[55]
Hot carbon dioxide, unreacted carbon monoxide, and nitrogen from the air pass up through the furnace as fresh feed material travels down into the reaction zone. As the material travels downward, the counter-current gases both preheat the feed charge and decompose the limestone to calcium oxide and carbon dioxide:
- CaCO3(s) → CaO(s) + CO2(g)[55]
As the iron(II) oxide moves down to the area with higher temperatures, ranging up to 1200 °C degrees, it is reduced further to iron metal:
- FeO(s) + CO(g) → Fe(s) + CO2(g)[55]
The carbon dioxide formed in this process is re-reduced to carbon monoxide by the coke:
- C(s) + CO2(g) → 2 CO(g)[55]
The temperature-dependent equilibrium controlling the gas atmosphere in the furnace is called the Boudouard reaction:
- 2CO
 CO2 + C
CO2 + C
- 2CO
The decomposition of limestone in the middle zones of the furnace proceeds according to the following reaction:
- CaCO3 → CaO + CO2[50]
The calcium oxide formed by decomposition reacts with various acidic impurities in the iron (notably silica), to form a fayalitic slag which is essentially calcium silicate, CaSiO3:[54]
- SiO2 + CaO → CaSiO3[56]
The "pig iron" produced by the blast furnace has a relatively high carbon content of around 4–5%, making it very brittle, and of limited immediate commercial use. Some pig iron is used to make cast iron. The majority of pig iron produced by blast furnaces undergoes further processing to reduce the carbon content and produce various grades of steel used for construction materials, automobiles, ships and machinery.
Although the efficiency of blast furnaces is constantly evolving, the chemical process inside the blast furnace remains the same. According to the American Iron and Steel Institute: "Blast furnaces will survive into the next millennium because the larger, efficient furnaces can produce hot metal at costs competitive with other iron making technologies."[50] One of the biggest drawbacks of the blast furnaces is the inevitable carbon dioxide production as iron is reduced from iron oxides by carbon and there is no economical substitute – steelmaking is one of the unavoidable industrial contributors of the CO2 emissions in the world (see greenhouse gases).
The challenge set by the greenhouse gas emissions of the blast furnace is being addressed in an on-going European Program called ULCOS (Ultra Low CO2 Steelmaking).[57] Several new process routes have been proposed and investigated in depth to cut specific emissions (CO2 per ton of steel) by at least 50%. Some rely on the capture and further storage (CCS) of CO2, while others choose decarbonizing iron and steel production, by turning to hydrogen, electricity and biomass.[58] In the nearer term, a technology that incorporates CCS into the blast furnace process itself and is called the Top-Gas Recycling Blast Furnace is under development, with a scale-up to a commercial size blast furnace under way. The technology should be fully demonstrated by the end of the 2010s, in line with the timeline set, for example, by the EU to cut emissions significantly. Broad deployment could take place from 2020 on.
Manufacture of stone wool
Stone wool or rock wool is a spun mineral fibre used as an insulation product and in hydroponics. It is manufactured in a blast furnace fed with diabase rock which contains very low levels of metal oxides. The resultant slag is drawn off and spun to form the rock wool product.[59] Very small amounts of metals are also produced which are an unwanted by-product and run to waste.
Decommissioned blast furnaces as museum sites
For a long time, it was normal procedure for a decommissioned blast furnace to be demolished and either be replaced with a newer, improved one, or to have the entire site demolished to make room for follow-up use of the area. In recent decades, several countries have realized the value of blast furnaces as a part of their industrial history. Rather than being demolished, abandoned steel mills were turned into museums or integrated into multi-purpose parks. The largest number of preserved historic blast furnaces exists in Germany; other such sites exist in Spain, France, the Czech Republic, Japan, Luxembourg, Poland, Romania, Mexico, Russia and the United States.
See also
- Basic oxygen furnace
- Blast furnace zinc smelting process
- Extraction of iron
- Water gas, produced by a "steam blast"
- FINEX
- Flodin process
- Ironworks and steelworks in England, which covers ironworks of all kinds.
- Laskill
References
- ↑ P J Wand, "Copper smelting at Electrolytic Refining and Smelting Company of Australia Ltd., Port Kembla, N.S.W.", in: Mining and Metallurgical Practices in Australasia: The Sir Maurice Mawby Memorial Volume, Ed J T Woodcock (The Australasian Institute of Mining and Metallurgy: Melbourne, 1980) 335–340.
- ↑ R J Sinclair, The Extractive Metallurgy of Lead (The Australasian Institute of Mining and Metallurgy: Melbourne, 2009), 9–12.
- ↑ Peter J. Golas (25 February 1999). Science and Civilisation in China: Volume 5, Chemistry and Chemical Technology, Part 13, Mining. Cambridge University Press. p. 152. ISBN 978-0-521-58000-7. "earlist blast furnace discovered in China from about the first century AD"
- ↑ 4.0 4.1 Ebrey, p. 30.
- ↑ Early iron in China, Korea, and Japan, Donald B. Wagner, March 1993
- ↑ Needham, Joseph (1986), Science and Civilisation in China, Volume 4: Physics and Physical Technology, Part 2, Mechanical Engineering, Taipei: Cambridge University Press, p. 370, ISBN 0-521-05803-1
- ↑ The earliest use of iron in China, Donald B. Wagner, 1999
- ↑ The Coming of the Ages of Steel. Brill Archive. p. 54. GGKEY:DN6SZTCNQ3G.
- ↑ Donald B. Wagner, 'Chinese blast furnaces from the 10th to the 14th century' Historical Metallurgy 37(1) (2003), 25–37; originally published in West Asian Science, Technology, and Medicine 18 (2001), 41–74.
- ↑ Ebrey, p. 158.
- ↑ Duncan E. Miller and N.J. Van Der Merwe, 'Early Metal Working in Sub Saharan Africa' Journal of African History 35 (1994) 1–36; Minze Stuiver and N.J. Van Der Merwe, 'Radiocarbon Chronology of the Iron Age in Sub-Saharan Africa' Current Anthropology 1968. Tylecote 1975 (see below)
- ↑ Robert O. Collins; James McDonald Burns (2007). A History of Sub-Saharan Africa. Cambridge University Press. p. 61. ISBN 978-0-521-86746-7. Retrieved 12 July 2012.
- ↑ David N. Edwards (2004). The Nubian Past: An Archaeology of the Sudan. Psychology Press. p. 173. ISBN 978-0-415-36987-9. Retrieved 12 July 2012.
- ↑ Eugenia W. Herbert (1993). Iron, Gender, and Power: Rituals of Transformation in African Societies. Indiana University Press. p. 102. ISBN 978-0-253-20833-0. Retrieved 12 July 2012.
- ↑ Julius H. Strassburger (1969). Blast Furnace-theory and Practice. Gordon and Breach Science Publishers. p. 4. ISBN 978-0-677-10420-1. Retrieved 12 July 2012.
- ↑ Douglas Alan Fisher, Excerpt from The Epic of Steel, Davis Town Museum & Harper & Row, NY 1963.
- ↑ Jockenhövel, Albrecht et al. (1997) "Archaeological Investigations on the Beginning of Blast Furnace-Technology in Central Europe" Abteilung für Ur- und Frühgeschichtliche Archäologie, Westfälische Wilhelms-Universität Münster; abstract published as: Jockenhövel, A. (1997) "Archaeological Investigations on the Beginning of Blast Furnace-Technology in Central Europe" pp. 56–58 In Crew, Peter and Crew, Susan (editors) (1997) Early Ironworking in Europe: Archaeology and Experiment: Abstracts of the International Conference at Plas Tan y Bwlch 19–25 September 1997 (Plas Tan y Bwlch Occasional Papers No 3) Snowdonia National Park Study Centre, Gwynedd, Wales, OCLC 470699473; archived here by WebCite on 11 March 2012
- ↑ A. Wetterholm, 'Blast furnace studies in Nora bergslag' (Örebro universitet 1999, Järn och Samhälle) ISBN 91-7668-204-8
- ↑ N. Bjökenstam, 'The Blast Furnace in Europe during the Middle Ages: part of a new system for producing wrought iron' in G. Magnusson, The Importance of Ironmaking: Technological Innovation and Social Change I (Jernkontoret, Stockholm 1995), 143–53 and other papers in the same volume.
- ↑ Donald B. Wagner (continuing from Joseph Needham), Science and Civilisation in China: 5. Chemistry and Chemical Technology: part 11 Ferrous Metallurgy (Cambridge University Press 2008), 349–51.
- ↑ Wagner 2008, 354.
- ↑ Wagner 2008, 355.
- ↑ B. G. Awty, 'The blast funace in the Renaissance period: haut fournau or fonderie ', Transactions of Newcomen Society 61 (1989–90). 67.
- ↑ Woods, p. 34.
- ↑ Gimpel, p. 67.
- ↑ Woods, p. 35.
- ↑ Woods, p. 36.
- ↑ 28.0 28.1 Woods, p. 37.
- ↑ R. W. Vernon, G. McDonnell and A. Schmidt (1998). "An integrated geophysical and analytical appraisal of early iron-working: three case studies". Historical Metallurgy 32 (2): 72–5, 79.
- ↑ David Derbyshire, 'Henry "Stamped Out Industrial Revolution"', The Daily Telegraph (21 June 2002); cited by Woods.
- ↑ Schubert, H. R. (1957), History of the British iron and steel industry from c. 450 BC to AD 1775, Routledge & Kegan Paul, pp. 395–397
- ↑ B. Awty & C. Whittick (with P. Combes), 'The Lordship of Canterbury, iron-founding at Buxted, and the continental antecedents of cannon-founding in the Weald' Sussex Archaeological Collections 140 (2004 for 2002), pp. 71–81.
- ↑ P. W. King, 'The production and consumption of iron in early modern England and Wales' Economic History Review LVIII(1), 1–33; G. Hammersley, 'The charcoal iron industry and its fuel 1540–1750' Economic History Review Ser. II, XXVI (1973), pp. 593–613.
- ↑ Yakovlev, V. B. (1957), "Development of Wrought Iron Production", Metallurgist (New York: Springer) 1 (8): 545, doi:10.1007/BF00732452
- ↑ [[http://en.wikipedia.org/wiki/David_Landes|Landes, David. S.]] (1969). The Unbound Prometheus: Technological Change and Industrial Development in Western Europe from 1750 to the Present. Cambridge, New York: Press Syndicate of the University of Cambridge. pp. 90–93. ISBN 0-521-09418-6
- ↑ Rosen, William (2012). The Most Powerful Idea in the World: A Story of Steam, Industry and Invention. University Of Chicago Press. p. 149. ISBN 978-0226726342
- ↑ Raistrick, Arthur (1953), Dynasty of Iron Founders: The Darbys and Coalbrookedale, York: Longmans, Green
- ↑ Hyde
- ↑ Trinder, Barrie Stuart; Trinder, Barrie (2000), The Industrial Revolution in Shropshire, Chichester: Phillimore, ISBN 1-86077-133-5
- ↑ Landes, David. S. (1969). The Unbound Prometheus: Technological Change and Industrial Development in Western Europe from 1750 to the Present. Cambridge, New York: Press Syndicate of the University of Cambridge. p. 92. ISBN 0-521-09418-6
- ↑ Ayres, Robert (1989). Technological Transformations and Long Waves. p. 21<Fig. 7 shows C/Fe ratio time series>
- ↑ Birch, pp. 181–9.
- ↑ Hyde, p. 159.
- ↑ Only together we shall susseed!, retrieved 2008-05-20
- ↑ 45.0 45.1 45.2 R J Sinclair, The Extractive Metallurgy of Lead (The Australasian Institute of Mining and Metallurgy: Melbourne, 2009), 75.
- ↑ 46.0 46.1 46.2 46.3 46.4 R J Sinclair, The Extractive Metallurgy of Lead (The Australasian Institute of Mining and Metallurgy: Melbourne, 2009), 77.
- ↑ R J Sinclair, The Extractive Metallurgy of Lead (The Australasian Institute of Mining and Metallurgy: Melbourne, 2009), 76.
- ↑ 48.0 48.1 48.2 48.3 R J Sinclair, The Extractive Metallurgy of Lead (The Australasian Institute of Mining and Metallurgy: Melbourne, 2009), 89.
- ↑ R J Sinclair, The Extractive Metallurgy of Lead (The Australasian Institute of Mining and Metallurgy: Melbourne, 2009), 90.
- ↑ 50.0 50.1 50.2 50.3 50.4 50.5 American Iron and Steel Institute (2005). How a Blast Furnace Works. steel.org.
- ↑ 51.0 51.1 McNeil, Ian (1990), An encyclopaedia of the history of technology, Taylor & Francis, p. 163, ISBN 0-415-01306-2
- ↑ Strassburger, Julius H. (1969), Blast furnace: Theory and Practice, Taylor & Francis, p. 564, ISBN 0-677-10420-0
- ↑ Whitfield, Peter, Design and Operation of a Gimbal Top Charging System, retrieved 2008-06-22
- ↑ 54.0 54.1 "Blast Furnace". Science Aid. Retrieved 2007-12-30.
- ↑ 55.0 55.1 55.2 55.3 55.4 55.5 Rayner-Canham & Overton (2006), Descriptive Inorganic Chemistry, Fourth Edition, New York: W. H. Freeman and Company, pp. 534–535, ISBN 978-0-7167-7695-6
- ↑ Dr. K. E Lee, Form Two Science (Biology Chemistry Physics)
- ↑ http://www.ulcos.org
- ↑ ICIT-Revue de Métallurgie, September and October issues, 2009
- ↑ What is stone wool? rockwool.co.uk
Bibliography
- Birch, Alan (2005), The Economic History of the British Iron and Steel Industry, 1784–1879, Routledge, ISBN 0-415-38248-3
- Ebrey, Patricia Buckley; Walthall, Anne; Palais, James B. (2005), East Asia: A Cultural, Social, and Political History, Boston: Houghton Mifflin, ISBN 0-618-13384-4
- Gimpel, Jean (1976), The Medieval Machine: The Industrial Revolution of the Middle Ages, New York: Holt, Rinehart and Winston, ISBN 0-03-014636-4
- Hyde, Charles K. (1977), Technological Change and the British iron industry, 1700–1870, Princeton: Princeton University Press, ISBN 0-691-05246-8
- Woods, Thomas (2005), How the Catholic Church Built Western Civilization, Washington, D.C.: Regnery Publ., ISBN 0-89526-038-7
External links
| Wikimedia Commons has media related to Blast furnace. |
- American Iron and Steel Institute
- Science Aid: Blast Furnace How iron is extracted, for high school level
- Blast Furnace animation
- Precursors of the Blast Furnace
- Extensive picture gallery about all methods of making and shaping of iron and steel in North America and Europe. In German and English.
- Blast Furnace Museum Radwerk IV
- Schematic diagram of blast furnace and Cowper stove
- ironfurnaces.com – a free wiki dedicated to preserving the history and location of historic blast iron furnaces
- ULCOS Program, a European Research endeavor sponsored by the EU under its FP6 and RFCS programs and supported by 48 partners in 14 countries, including most of the major Steel producers in Western Europe
| |||||||||||||||||||||||||||
