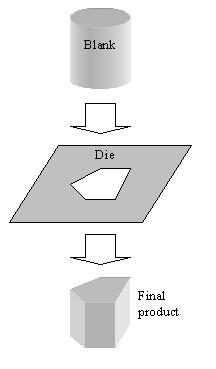
Extrusion

Extrusion is a process used to create objects of a fixed cross-sectional profile. A material is pushed or drawn through a die of the desired cross-section. The two main advantages of this process over other manufacturing processes are its ability to create very complex cross-sections and work materials that are brittle, because the material only encounters compressive and shear stresses. It also forms finished parts with an excellent surface finish.[1]
Extrusion may be continuous (theoretically producing indefinitely long material) or semi-continuous (producing many pieces). The extrusion process can be done with the material hot or cold.
Commonly extruded materials include metals, polymers, ceramics, concrete and foodstuffs.
Hollow cavities within extruded material cannot be produced using a simple flat extrusion die, because there would be no way to support the center barrier of the die. Instead, the die assumes the shape of a block with depth, beginning first with a shape profile that supports the center section. The die shape then internally morphs along its length into the final shape, with the suspended center pieces supported from the back of the die.
Contents |
History
In 1797, Joseph Bramah patented the first extrusion process for making lead pipe. It involved preheating the metal and then forcing it through a die via a hand driven plunger. The process wasn't developed until 1820 when Thomas Burr constructed the first hydraulic powered press. At this time the process was called squirting. In 1894, Alexander Dick expanded the extrusion process to copper and brass alloys.[2]
Process
The process begins by heating the stock material. It is then loaded into the container in the press. A dummy block is placed behind it where the ram then presses on the material to push it out of the die. Afterward the extrusion is stretched in order to straighten it. If better properties are required then it may be heat treated or cold worked.[2]
The extrusion ratio is defined as the starting cross-sectional area divided by the cross-sectional area of the final extrusion. One of the main advantages of the extrusion process is that this ratio can be very large while still producing quality parts.
Hot extrusion
Hot extrusion is a hot working process, which means it is done above the material's recrystallization temperature to keep the material from work hardening and to make it easier to push the material through the die. Most hot extrusions are done on horizontal hydraulic presses that range from 230 to 11,000 metric tons (250 to 12,000 short tons). Pressures range from 30 to 700 MPa (4,400 to 100,000 psi), therefore lubrication is required, which can be oil or graphite for lower temperature extrusions, or glass powder for higher temperature extrusions. The biggest disadvantage of this process is its cost for machinery and its upkeep.[1]
| Material | Temperature [°C (°F)] |
|---|---|
| Magnesium | 350-450 (650-850) |
| Aluminium | 350-500 (650-900) |
| Copper | 600-1100 (1200-2000) |
| Steel | 1200-1300 (2200-2400) |
| Titanium | 700-1200 (1300-2100) |
| Nickel | 1000-1200 (1900-2200) |
| Refractory alloys | up to 2000 (4000) |
The extrusion process is generally economical when producing between several kilograms (pounds) and many tons, depending on the material being extruded. There is a crossover point where roll forming becomes more economical. For instance, some steels become more economical to roll if producing more than 20,000 kg (50,000 lb).[2]
 Front side of a four family die. For reference, the die is 228 mm (9.0 in) in diameter. |
 Close up of the shape cut into the die. Notice that the walls are drafted and that the back wall thickness varies. |
 Back side of die. The wall thickness of the extrusion is 3 mm (0.12 in). |
Cold extrusion
Cold extrusion is done at room temperature or near room temperature. The advantages of this over hot extrusion are the lack of oxidation, higher strength due to cold working, closer tolerances, good surface finish, and fast extrusion speeds if the material is subject to hot shortness.[1]
Materials that are commonly cold extruded include: lead, tin, aluminum, copper, zirconium, titanium, molybdenum, beryllium, vanadium, niobium, and steel.
Examples of products produced by this process are: collapsible tubes, fire extinguisher cases, shock absorber cylinders, automotive pistons, and gear blanks.
Warm extrusion
Warm extrusion is done above room temperature, but below the recrystallization temperature of the material the temperatures ranges from 800 to 1800 °F (424 to 975 °C). It is usually used to achieve the proper balance of required forces, ductility and final extrusion properties.[3]
Equipment

There are many different variations of extrusion equipment. They vary by four major characteristics:[1]
- Movement of the extrusion with relation to the ram. If the die is held stationary and the ram moves towards it then its called "direct extrusion". If the ram is held stationary and the die moves towards the ram its called "indirect extrusion".
- The position of the press, either vertical or horizontal.
- The type of drive, either hydraulic or mechanical.
- The type of load applied, either conventional (variable) or hydrostatic.
A single or twin screw auger, powered by an electric motor, or a ram, driven by hydraulic pressure (often used for steel and titanium alloys), oil pressure (for aluminum), or in other specialized processes such as rollers inside a perforated drum for the production of many simultaneous streams of material.
Typical extrusion presses cost more than $100,000, whereas dies can cost up to $2000.
Forming internal cavities

There are several methods for forming internal cavities in extrusions. One way is to use a hollow billet and then use a fixed or floating mandrel. A fixed mandrel, also known as a German type, means it is integrated into the dummy block and stem. A floating mandrel, also known as a French type, floats in slots in the dummy block and aligns itself in the die when extruding. If a solid billet is used as the feed material then it must first be pierced by the mandrel before extruding through the die. A special press is used in order to control the mandrel independently from the ram.[1] The solid billet could also be used with a spider die, porthole die or bridge die. All of these types of dies incorporate the mandrel in the die and have "legs" that hold the mandrel in place. During extrusion the metal divides and flows around the legs, leaving weld lines in the final product.[4]
Direct extrusion

Direct extrusion, also known as forward extrusion, is the most common extrusion process. It works by placing the billet in a heavy walled container. The billet is pushed through the die by a ram or screw. There is a reusable dummy block between the ram and the billet to keep them separated. The major disadvantage of this process is that the force required to extrude the billet is greater than that need in the indirect extrusion process because of the frictional forces introduced by the need for the billet to travel the entire length of the container. Because of this the greatest force required is at the beginning of process and slowly decreases as the billet is used up. At the end of the billet the force greatly increases because the billet is thin and the material must flow radially to exit the die. The end of the billet, called the butt end, is not used for this reason.[5]
Indirect extrusion
In indirect extrusion, also known as backwards extrusion, the billet and container move together while the die is stationary. The die is held in place by a "stem" which has to be longer than the container length. The maximum length of the extrusion is ultimately dictated by the column strength of the stem. Because the billet moves with the container the frictional forces are eliminated. This leads to the following advantages:[6]
- A 25 to 30% reduction of friction, which allows for extruding larger billets, increasing speed, and an increased ability to extrude smaller cross-sections
- There is less of a tendency for extrusions to crack because there is no heat formed from friction
- The container liner will last longer due to less wear
- The billet is used more uniformly so extrusion defects and coarse grained peripherals zones are less likely.
The disadvantages are:[6]
- Impurities and defects on the surface of the billet affect the surface of the extrusion. These defects ruin the piece if it needs to be anodized or the aesthetics are important. In order to get around this the billets may be wire brushed, machined or chemically cleaned before being used.
- This process isn't as versatile as direct extrusions because the cross-sectional area is limited by the maximum size of the stem.
Hydrostatic extrusion
In the hydrostatic extrusion process the billet is completely surrounded by a pressurized liquid, except where the billet contacts the die. This process can be done hot, warm, or cold, however the temperature is limited by the stability of the fluid used. The process must be carried out in a sealed cylinder to contain the hydrostatic medium. The fluid can be pressurized two ways:[6]
- Constant-rate extrusion: A ram or plunger is used to pressurize the fluid inside the container.
- Constant-pressure extrusion: A pump is used, possibly with a pressure intensifier, to pressurize the fluid, which is then pumped to the container.
The advantages of this process include:[6]
- No friction between the container and the billet reduces force requirements. This ultimately allows for faster speeds, higher reduction ratios, and lower billet temperatures.
- Usually the ductility of the material increases when high pressures are applied.
- An even flow of material.
- Large billets and large cross-sections can be extruded.
- No billet residue is left on the container walls.
The disadvantages are:[6]
- The billets must be prepared by tapering one end to match the die entry angle. This is needed to form a seal at the beginning of the cycle. Usually the entire billet needs to be machined to remove any surface defects.
- Containing the fluid under high pressures can be difficult.
Drives
Most modern direct or indirect extrusion presses are hydraulically driven, but there are some small mechanical presses still used. Of the hydraulic presses there are two types: direct-drive oil presses and accumulator water drives.
Direct-drive oil presses are the most common because they are reliable and robust. They can deliver over 35 MPa (5000 psi). They supply a constant pressure throughout the whole billet. The disadvantage is that they are slow, between 50 and 200 mm/s (2–8 ips).[7]
Accumulator water drives are more expensive and larger than direct-drive oil presses, plus they lose about 10% of their pressure over the stroke, but they are much faster, up to 380 mm/s (15 ips). Because of this they are used when extruding steel. They are also used on materials that must be heated to very hot temperatures for safety reasons.[7]
Hydrostatic extrusion presses usually use castor oil at pressure up to 1400 MPa (200 ksi). Castor oil is used because it has good lubricity and high pressure properties.[8]
Extrusion defects
- Surface cracking - When the surface of an extrusion splits. This is often caused by the extrusion temperature, friction, or speed being too high. It can also happen at lower temperatures if the extruded product temporarily sticks to the die.
- Pipe - A flow pattern that draws the surface oxides and impurities to the center of the product. Such a pattern is often caused by high friction or cooling of the outer regions of the billet.
- Internal cracking - When the center of the extrusion develops cracks or voids. These cracks are attributed to a state of hydrostatic tensile stress at the centerline in the deformation zone in the die. (A similar situation to the necked region in a tensile stress specimen)
- Surface lines - When there are lines visible on the surface of the extruded profile. This depends heavily on the quality of the die production and how well the die is maintained, as some residues of the material extruded can stick to the die surface and produce the embossed lines.
Materials
Metal
Metals that are commonly extruded include:[9]
- Aluminium is the most commonly extruded material. Aluminium can be hot or cold extruded. If it is hot extruded it is heated to 575 to 1100 °F (300 to 600 °C). Examples of products include profiles for tracks, frames, rails, mullions, and heat sinks.
- Copper (1100 to 1825 °F (600 to 1000 °C)) pipe, wire, rods, bars, tubes, and welding electrodes. Often more than 100 ksi (690 MPa) is required to extrude copper.
- Lead and tin (maximum 575 °F (300 °C)) pipes, wire, tubes, and cable sheathing. Molten lead may also be used in place of billets on vertical extrusion presses.
- Magnesium (575 to 1100 °F (300 to 600 °C)) aircraft parts and nuclear industry parts. Magnesium is about as extrudable as aluminum.
- Zinc (400 to 650 °F (200 to 350 °C)) rods, bar, tubes, hardware components, fitting, and handrails.
- Steel (1825 to 2375 °F (1000 to 1300 °C)) rods and tracks. Usually plain carbon steel is extruded, but alloy steel and stainless steel can also be extruded.
- Titanium (1100 to 1825 °F (600 to 1000 °C)) aircraft components including seat tracks, engine rings, and other structural parts.
- Tungsten carbide this is one of the most commonly used extruded metals due to its extreme toughness and ability to withhold its own form.
Magnesium and aluminium alloys usually have a 0.75 μm (30 μin). RMS or better surface finish. Titanium and steel can achieve a 3 μm (125 μin). RMS.[1]
In 1950, Ugine Séjournet, of France, invented a process which uses glass as a lubricant for extruding steel.[10] The Ugine-Sejournet, or Sejournet, process is now used for other materials that have melting temperatures higher than steel or that require a narrow range of temperatures to extrude. The process starts by heating the materials to the extruding temperature and then rolling it in glass powder. The glass melts and forms a thin film, 20 to 30 mils (0.5 to 0.75 mm), in order to separate it from chamber walls and allow it to act as a lubricant. A thick solid glass ring that is 0.25 to 0.75 in (6 to 18 mm) thick is placed in the chamber on the die to lubricate the extrusion as it is forced through the die. A second advantage of this glass ring is its ability to insulate the heat of the billet from the die. The extrusion will have a 1 mil thick layer of glass, which can be easily removed once it cools.[3]
Another breakthrough in lubrication is the use of phosphate coatings. With this process, in conjunction with glass lubrication, steel can be cold extruded. The phosphate coat absorbs the liquid glass to offer even better lubricating properties.[3]
Plastic

Plastics extrusion commonly uses plastic chips or pellets, which are usually dried in a hopper before going to the feed screw. The polymer resin is heated to molten state by a combination of heating elements and shear heating from the extrusion screw. The screw forces the resin through a die, forming the resin into the desired shape. The extrudate is cooled and solidified as it is pulled through the die or water tank. In some cases (such as fibre-reinforced tubes) the extrudate is pulled through a very long die, in a process called pultrusion.
A multitude of polymers are used in the production of plastic tubing, pipes, rods, rails, seals, and sheets or films.
Ceramic
Ceramic can also be formed into shapes via extrusion. Terracotta extrusion is used to produce pipes. Many modern bricks are also manufactured using a brick extrusion process.[11]
Food

Extrusion has found great application in food processing. Products such as pastas, breakfast cereals, Fig Newtons, cookie dough, Murujju, Sevai, Idiappam, jalebi, french fries, baby food, dry pet food and ready-to-eat snacks are mostly manufactured by extrusion. In the extrusion process, raw materials are first ground to the correct particle size (usually the consistency of coarse flour). The dry mix is passed through a pre-conditioner, where other ingredients are added (liquid sugar, fats, dyes, meats and water depending on the product being made), steam is also injected to start the cooking process. The preconditioned mix is then passed through an extruder, and then forced through a die where it is cut to the desired length. The cooking process takes place within the extruder where the product produces its own friction and heat due to the pressure generated (10–20 bar). The cooking process utilizes a process known as starch gelatinization. Extruders using this process have a capacity from 1–25 tonnes per hour depending on design.
Use of the extrusion cooking process gives the following food benefits:
- Starch gelatinization
- Protein denaturation
- Inactivation of raw food enzymes
- Destruction of naturally occurring toxins
- Diminishing of microorganisms in the final product
Extrusion is also used to modify starch and to pellet animal feed.
Drug carriers
Extrusion through nano-porous, polymeric filters is being used to manufacture suspensions of lipid vesicles liposomes or Transfersomes for use in pharmaceutical products. The anti-cancer drug Doxorubicin in liposome delivery system is formulated by extrusion, for example.
Design
The design of an extrusion profile has a large impact on how readily it can be extruded. The maximum size for an extrusion is determined by finding the smallest circle that will fit around the cross-section, this is called the circumscribing circle. This diameter, in turn, controls the size of the die required, which ultimately determines if the part will fit in a given press. For example, a larger press can handle 60 cm (24 in) diameter circumscribing circles for aluminium and 55 cm (22 in). diameter circles for steel and titanium.[1]
The complexity of an extruded profile can be roughly quantified by calculating the shape factor, which is the amount of surface area generated per unit mass of extrusion. This affects the cost of tooling as well as the rate of production.[12]
Thicker sections generally need an increased section size. In order for the material to flow properly legs should not be more than ten times longer than their thickness. If the cross-section is asymmetrical, adjacent sections should be as close to the same size as possible. Sharp corners should be avoided; for aluminium and magnesium the minimum radius should be 0.4 mm (1/64 in) and for steel corners should be 0.75 mm (0.030 in) and fillets should be 3 mm (0.12 in). The following table lists the minimum cross-section and thickness for various materials.[1]
| Material | Minimum cross-section [cm² (sq. in.)] | Minimum thickness [mm (in.)] |
|---|---|---|
| Carbon steels | 2.5 (0.40) | 3.00 (0.120) |
| Stainless steel | 3.0-4.5 (0.45-0.70) | 3.00-4.75 (0.120-0.187) |
| Titanium | 3.0 (0.50) | 3.80 (0.150) |
| Aluminium | <2.5 (0.40) | 1.00 (0.040) |
| Magnesium | <2.5 (0.40) | 1.00 (0.040) |
See also
- Equal channel angular extrusion
References
Notes
- ↑ 1.0 1.1 1.2 1.3 1.4 1.5 1.6 1.7 1.8 Oberg et al. 2000, pp. 1348–1349.
- ↑ 2.0 2.1 2.2 Drozda, pp. 13-11 & 13-12.
- ↑ 3.0 3.1 3.2 Avitzur, B. (1987), "Metal forming", Encyclopedia of Physical Science & Technology, 8, San Diego: Academic Press, Inc., pp. 80–109.
- ↑ Drozda, p. 13-21.
- ↑ Drozda, p. 13-13.
- ↑ 6.0 6.1 6.2 6.3 6.4 Drozda, p. 13-14.
- ↑ 7.0 7.1 Drozda, p. 13-16.
- ↑ Drozda, p. 13-20.
- ↑ Drozda, pp. 13-15 & 16.
- ↑ Bauser, Martin; Sauer, Günther; Siegert, Klaus (2006), Extrusion, ASM International, p. 270, ISBN 087170837X, http://books.google.com/?id=9NnDQ0oJFLEC
- ↑ Brick manufacturing process
- ↑ Aluminum Extrusion Tooling - MakeItFrom
Bibliography
- Drozda, Tom; Wick, Charles; Bakerjian, Ramon; Veilleux, Raymond F.; Petro, Louis (1984), Tool and manufacturing engineers handbook: Forming, 2, SME, ISBN 0872631354, http://books.google.com/?id=9ty5NPJ0UI4C.
- Oberg, Erik; Jones, Franklin D.; Horton, Holbrook L.; Ryffel, Henry H. (2000), Machinery's Handbook (26th ed.), New York: Industrial Press, ISBN 0-8311-2635-3.
External links
|
||||||||||||||||||||||